 全天候服务电话:13290622837
全天候服务电话:13290622837  QQ:2639495755
QQ:2639495755

全天候服务电话:13290622837 QQ:2639495755
中国坤硕输送设备公司现将重型工业中所涉及的输送带系列产品的热硫化反应过程进行细化,并具体说明如下:
完整的橡胶硫化体系由硫化剂、活性剂、促进剂三部分组成,橡胶皮带的硫化是一个多元化学反应,包括橡胶分子与硫化剂及其他配合剂之间的反应,但以硫黄的反应为主,一般说来,大多数含有促进剂的硫黄硫化的橡胶,大致会经历如下的硫化反应过程:
第一阶段:诱导期,活性剂、促进剂、硫黄之间相互作用,生成带有多硫促进剂侧基的橡胶大分子;
第二阶段:交联反应,带有多硫促进剂侧基的橡胶大分子与橡胶大分子之间发生交联反应,生成交联键;
第三阶段:网络熟化阶段,交联键发生短化、重排、裂解、主链的改性,交联键趋于稳定;
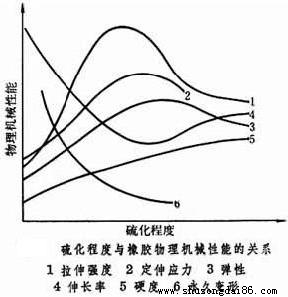
工业橡胶带的硫化在宏观反应历程中可以从胶料的宏观性能随时间的变化反映出来,可以用门尼焦烧和强力曲线相结合绘制的曲线表示,主要包括了四个阶段;
在焦烧阶段则是热硫化开始前的延迟作用时间,相当于硫化反应的诱导期,也可以称其为焦烧时间,胶料的焦烧时间包括操作焦烧和剩余焦烧时间,操作焦烧时间是指在橡胶的加工过程中由于皮带混炼、压延、挤出等过程的热积累效应而消耗掉的焦烧时间,剩余焦烧时硫化时间是指胶料在定型前尚能流动的时间,如模压则指胶料在模腔中加热时保持流动性的时间,操作焦烧时间和剩余焦烧时间之间并没有固定的界限,随胶料的操作和存放条件而定,一般橡胶运输皮带的硫化曲线是从剩余焦烧时间开始测得的,焦烧时间的长短关系到生产加工的安全性,在确定配方时要保证有必要的焦烧时间,这主要取决于促进剂的品种和用量及操作工艺条件;
热硫化阶段为硫化反应的交联阶段,逐渐产生网络结构,使橡胶的弹性模量和拉伸强度急剧上升,坤硕橡胶带制造公司技术图谱中说明出了该段斜率的大小代表硫化反应速度的快慢,斜率则越大,硫化反应速度越快,生产效率越高,硫化速度的快慢主要与促进剂的品种、用量和硫化温度有关,促进剂活性越高、用量越多、温度越高,硫化速度也越快;
平坦硫化阶段,这时交联反应已基本完成,进入熟化阶段,发生交联键的短化、重排、裂解等反应,运输带胶料的转矩曲线出现平坦区,这个阶段硫化胶的性能保持最佳,硫化平坦期的长短取决于胶料的配方,工艺上常作为选取正硫化时间的范围;
过硫化阶段图的以后部分,相当于硫化反应中网构熟化以后,进入过硫化期,过硫化可能有三种形式:
第一种曲线继续上升,是由于过硫化阶段产生结构化作用所致,通常非硫黄硫化的丁苯胶、丁腈胶、氯丁胶和乙丙胶出现这种现象;
第二种曲线下降,是过硫化阶段发生网构的裂解所致,比如天然橡胶的普通硫黄硫化,在该阶段,热硫化橡胶的交联密度和强力性能都会下降;
第三种曲线长时间保持平坦,如平衡硫化体系,通常硫黄硫化的合成橡胶平坦期都比较长;
随着硫化的进行,胶料的交联密度逐渐增大,胶料模量增加,即产生相同的变形所需要的外力逐渐变大,根据这一原理,就可以追踪胶料的硫化反应过程,圆盘流变仪是耐热输送带厂家常用的测定硫化曲线的仪器,在预热的模腔内,试样受热硫化,给其施加一个剪切形变,测试产生此形变所需的转矩随加热时间的变化,即得到硫化曲线,从硫化曲线上可以得到我们所需要的准确参数。
上一篇: 输送带橡胶工艺结构特性专业化分析
下一篇: 特种作业输送带橡胶成分各是怎样的?